
钢结构的制造
钢结构是一种用钢制成的类型,用于建筑工程中的轴承。 凭借在钢结构制造领域的长期经验,Tam Long公司已经建立并实施了以下加工工艺:
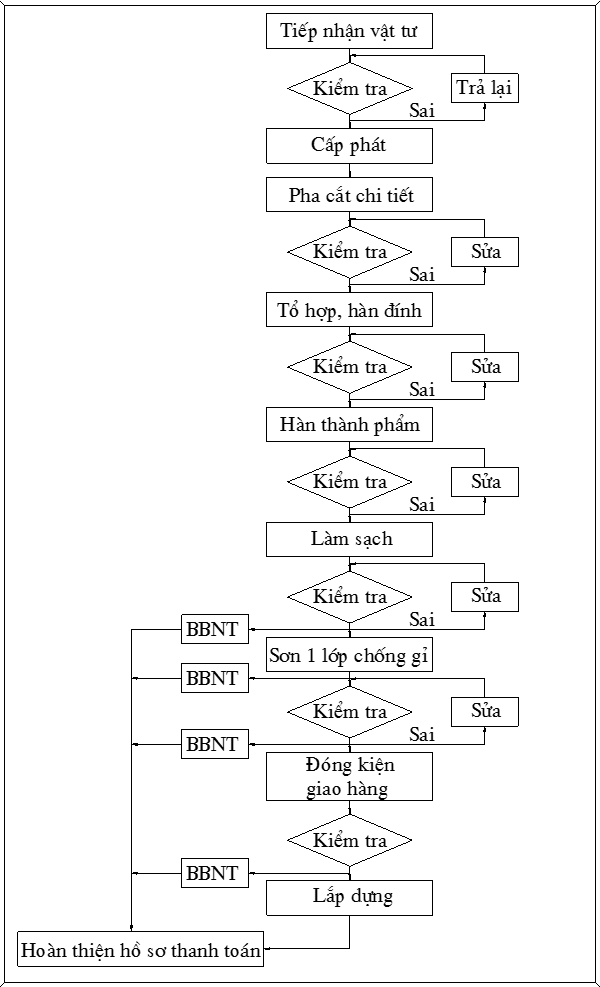
1.1。 工艺流程图
1.2。 检查材料
- 制造商收到设计师要求的材料类型,并且必须有明确的来源,经过认证的CO / CQ材料。
- 材料检验的内容按照以下要求进行:
*检查原产地证书,材料来源。
*标准几何尺寸:用米尺,双尺测量测试。
*表面:凸面,凹面,点蚀,生锈,开裂,弯曲,翘曲。
*材料技术特性:钢材,焊接材料
- 用于制造的钢种包括:
*钢板按项目标准执行。
*钢结构符合项目标准。
*加工工作的辅助材料:焊接材料,涂料,其他辅助材料......
- 根据供应概要,所有上述材料都会根据具体数据进行密切监控。在验收工作完成后,材料在制造区域/车间之间平均分配。
1.3。 制造步骤(东部文化之家的例证 - 海阳省)
制造M1和M2屋顶钢框架结构的典型步骤。
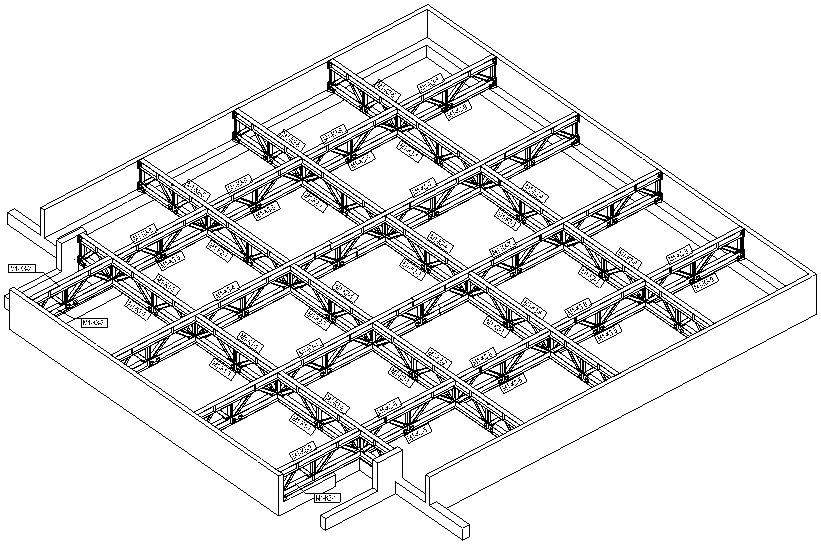
图1.屋顶结构M1
1.3.1。技术计划。
*直至屋顶钢结构M1和M2的加工和制造计划。
- 根据施工现场的施工方法,将框架和梁分成细节和细节组件,以便按照安装措施进行处理(图1)。
- 主梁无缝制造,连接位置根据安装方法图纸,粘接位置通过测量编码板用螺栓连接在一起。
- 安装,校准和检查后的所有这些连接位置都令人满意,可在施工现场进行焊接补充。
*主梁由钢制H500x300x11x18制成。
+主梁由2根梁H500x300x11x18组成,通过横杆连接在一起,竖杆H200x200x8x10,形成梁架,通过中间码板连接在一起的位置,链接位置为通过螺栓和焊接相结合。
钻出+ 2个梁头框架,通过地脚螺栓与钢筋混凝土连接。
+在主梁与额外梁的连接位置,将编码板焊接到主梁框架中,将测量与螺栓连接并在校准后焊接在一起。
*主梁和副梁采用异型钢和钢板加工而成。
+异型钢是梁体,连杆形成梁架。
+根据图纸尺寸剪切细节。
+处理和制造每个松散的细节。
+平台上的梁架组合。
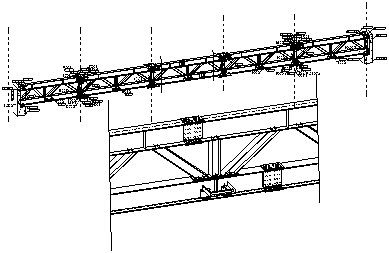
图2:在主梁上分割簇
1.3.2。 典型的梁制造技术步骤M1-K2-6。
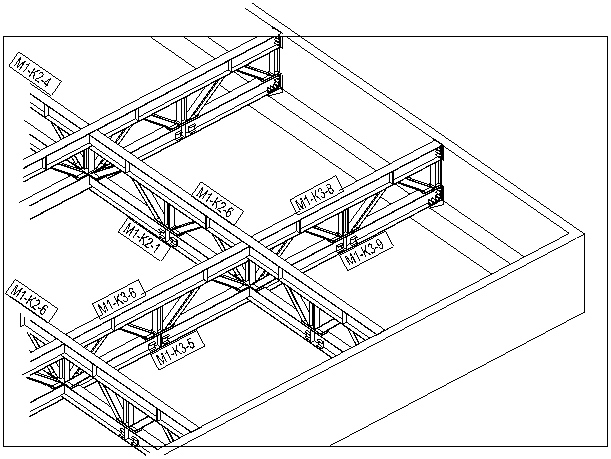
图3:光束位置M1-K2-6
步骤1:获取印章,根据切割相图和制造图纸切割细节。
编写。
- 项目的文件,记录,详细图纸。
- 人力,建筑设备。
- 项目供应,包括钢板,异型钢。
- 材料样品,以确保投资者要求的技术要求。
- 施工基地:切割相图,制造图纸......,......
- 绘制切割相图,由承包商设计部门的机械工程师在sigmanet软件上编程。
.png)
图4:在sigmanet软件上进行切割编程
(对于缓冲区代码,链接代码为钢板)
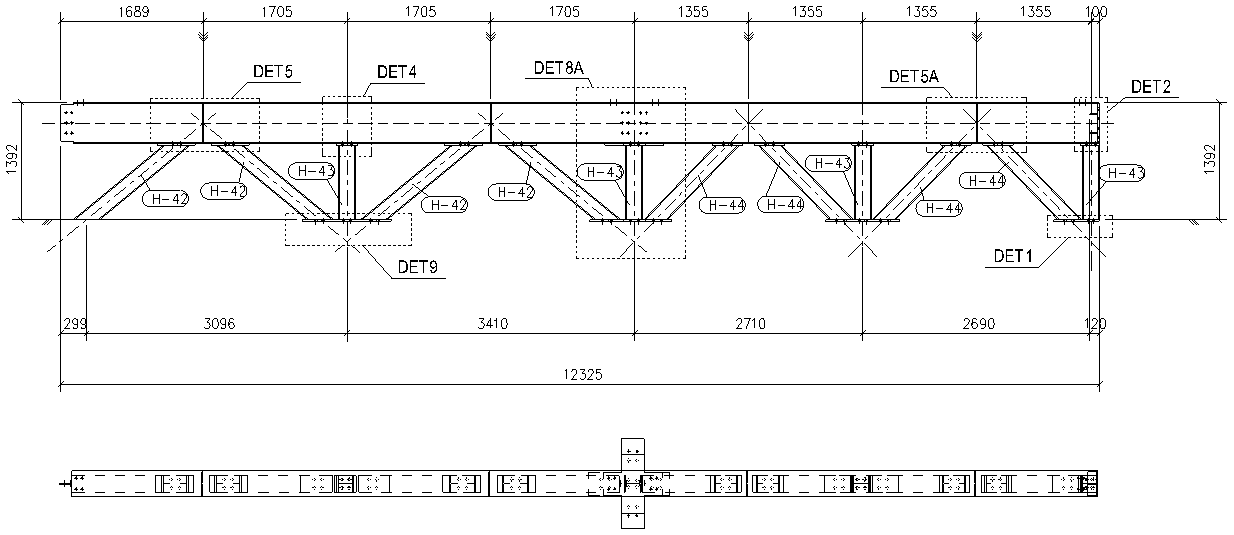
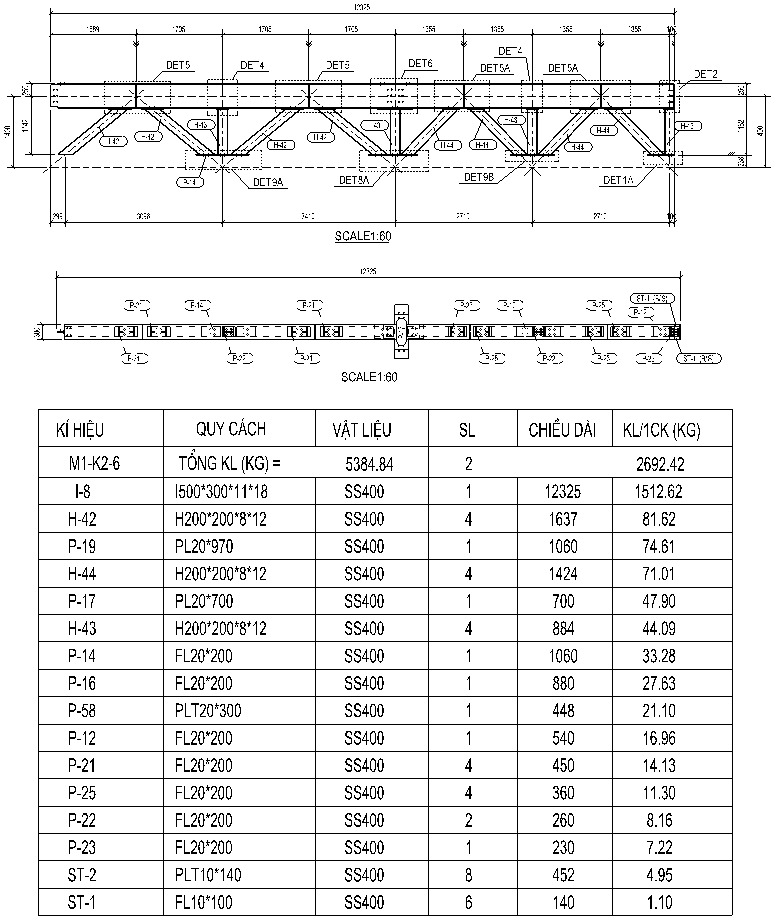
图5:梁M1-K2-6的结构
执行
- 根据梁结构M1-K2-6的图纸进行详细分类,包括钢和钢板的细节。
- 钢截面细节:包括主梁(L-8)I500x300x11x18,钢筋H200x200x8x12(H-42,H-43,H-44 ......)。
- 成型钢切割尺寸,切割相图数量。
- 钢板细节:包括粘接板,PL20厚度的中间代码和各种型材,在sigmanet软件上由CNC机器切割。

图6:数控切割机
1.制造主梁(L-8)H500x300x11x18的实施。
+根据图纸尺寸= 12325mm切割L-8,L-8从2个梁连接,L1 = 2500mm,L2 = 9825mm。
图7:L-8光束的制造
用气割炬切割光束并切割等离子体,沿着光束上的标记切割。
切割线用手持式研磨机清洁。
承包商的施工技术和质量控制严格控制施工队伍的标记和切割过程。
2.制造H-42,H-43,H-44防倾斜杆。
- 根据制造图纸和切割阶段列表的数量,从梁H200x200x8x10x12000mm切割钢筋。
用气割炬切割梁并切割等离子体,根据钢铁厂的标记进行切割。
切割线用手持式研磨机清洁。
使用维护(切割对角线)进行质量印象。
承包商的施工技术和质量控制严格控制施工队伍的标记和切割过程。
从PL20实施中间板。
所有衬垫均由CNC切割机根据梁组件连杆按钮上的细节轮廓进行编程和切割
切割后的细节编号,名称和钝边。
将代码传送到钻孔单元。
代码上的整个钻孔由车间的钻孔机,磁力钻和打孔机钻孔。
定期检查切割和钻孔的整个过程,并通过承包商的施工技术和质量控制进行密切监控。
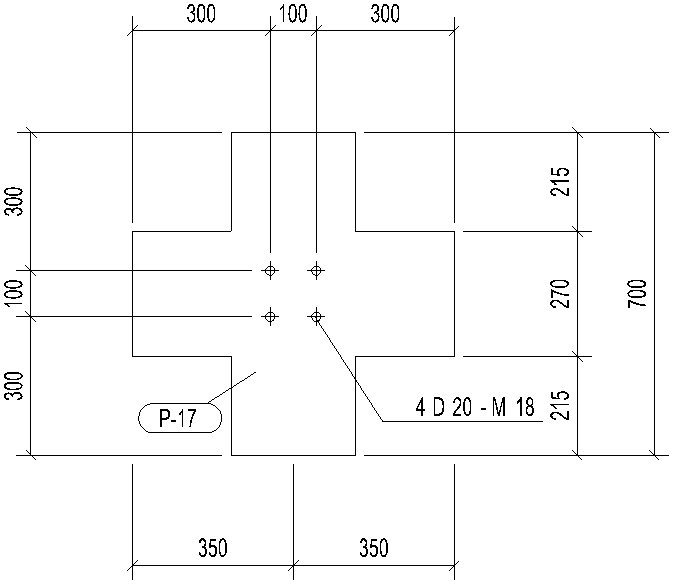
图9:典型中间板的细节
要求
切割后的细节必须包括根据图纸的详细名称。
QC在转移另一个阶段之前检查规格。
检查和接受阶段的整个过程必须有详细记录。
根据表3.12,尺寸差异不大于尺寸。
消除不符合技术要求的细节。
第2步:分类细节,倒角细节。
编写。
细节图纸。
列出剪切细节。
接受和转移的时间。
经验丰富的封口机,机械师> 4/7。
Plastma切龟。
实现。
数控切割后的细节将被分类,转移到倒角区域,钝边(对于非斜切部分),这里的工作将由倒角团队完成。使用手持式机器进行塑料龟和钝边,完成后的细节将由QC检查详细尺寸,斜角和斜面卫生。
令人满意的细节将转移到下一阶段。
如果不满意,将对不满意的细节进行重新处理或删除。
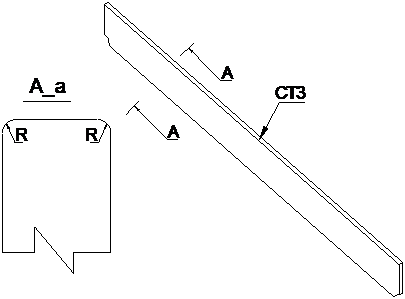
图10:L-8梁腹部加固的钝边缘
主梁I500x300x11x18的斜边。
倒角梁连接点。
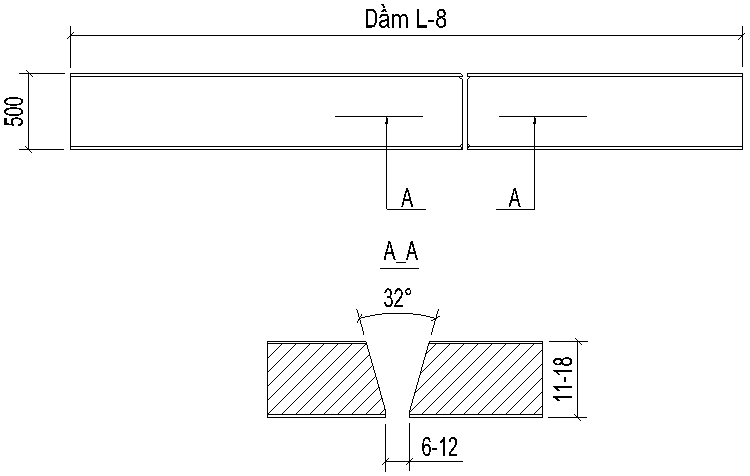
图11:如何对连接梁位置进行倒角
- 要求
- 根据图纸的每个特定细节的倾斜边缘进行倒角。
- 锋利的边缘必须是圆的,半径不再尖锐。
- 倒角必须均匀,没有凹凸缺陷。
- 在进入下一阶段之前进行QC检查。
步骤3:梁K1-K2-6的组装和焊接。
1. 编写。
封口机有一个> 4/7的工匠。
主题工人接受过操作组合机器的培训。
图纸和图纸。
在移动之前,细节会被倒角和清洁。
检查和接管步骤的时间(根据公司的质量管理流程)
2. 实现。
切割,倒角和验收后的细节将转移到封闭区域。 这里的工作由团队完成,这些团队将细节汇编并组装成详细装配。
QC检查细节和附加细节组件的尺寸,焊接接头,焊接接头,焊接时加固变形的措施,细节和细节组件是否令人满意 进入下一阶段。
|
Vị trí |
Quy cách |
Dung sai cho phép |
|
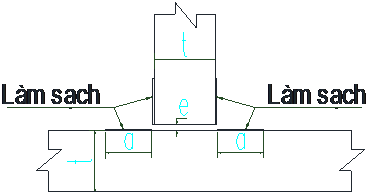
Tổ hợp dầm chữ T |
|
e < 3 / a> 100. However, when e is over 2mm increase leg length ey e. |
|
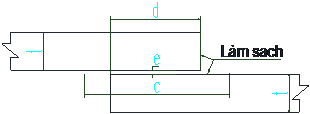
Tổ hợp chồng mép |
|
e <3 , a> 100, c > However, when e is over 2mm increase leg length ey e. |
|
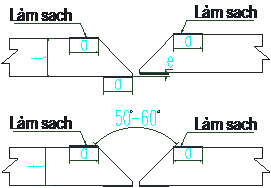
Hàn đấu mép ( không lót sứ ) |
|
t <15mm, e <1.5mm, a >100 e < t/10 However , e < 3
|
|
Các chi tiết khác |
|
SMAW 0 < e < 4mm SAW 0 < e < 2mm. FCAW 0 < e <3mm GMAW 0 < e < 3mm |
|
Hàn đấu mép ( Hàn lót sứ ) |
|
|
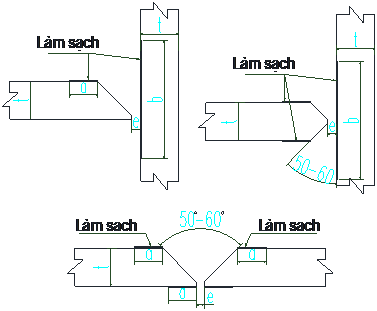
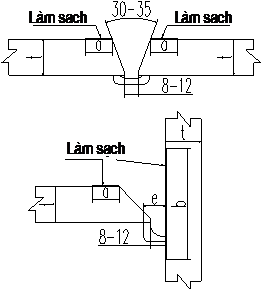
标准工作台斜边和装配间隙
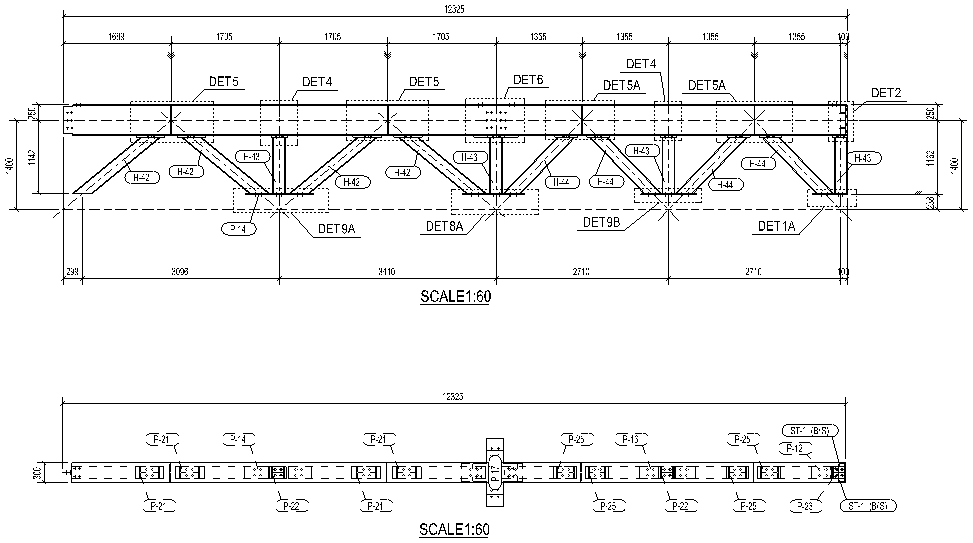
图12:光束K1-K2-6的装配图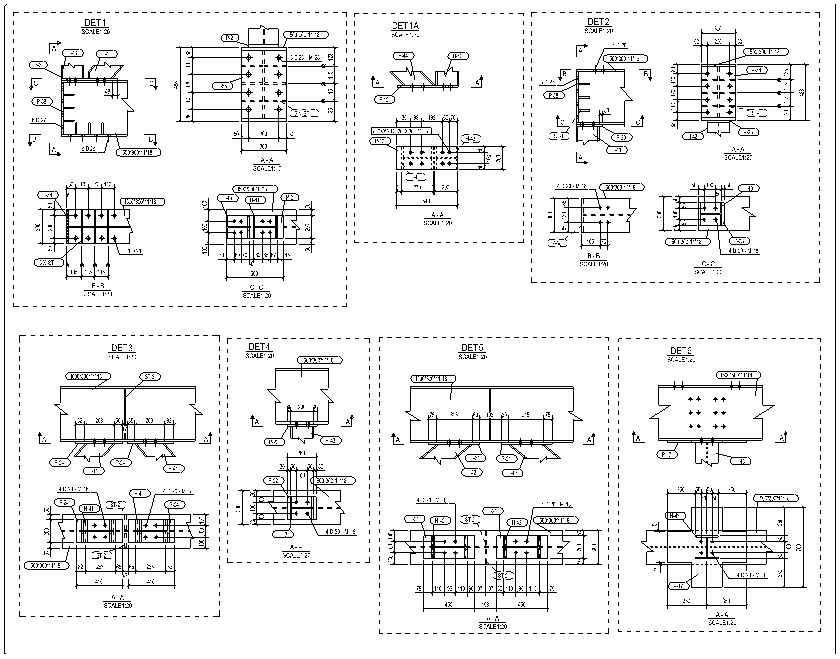
图13:梁K1-K2-6的细节,装配规范
- 执行:
+执行I500x300x11x18(L-8)主梁的装配L1和L2。

图14:将L-8光束连接到光束块K1-K6-6
+焊接接头是陶瓷焊接。
+根据接头标准的斜角,接缝,接头清洁。
+将2个光束放在一起。
+根据标准调整焊接间隙的总尺寸和尺寸。
+使用梳齿代码将2个光束固定在一起。
+在焊接线的末端,装配相同厚度的铭牌。
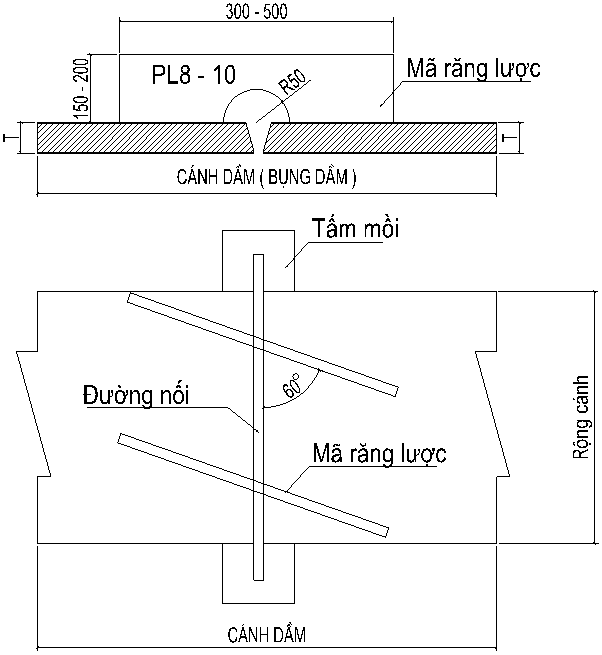
图15:固定接头的规格和减少焊接应力
3.要求
焊缝必须符合技术要求,并满足焊接工艺的要求。
正式焊接前清洁焊缝和焊接变形杆。
装配后的板和翼板必须检查直线度。
两个连接梁之间的双向偏心距为+ 1.5 mm。
焊缝间隙为8 - 10mm。
移动步骤之前的QC检查。
步骤4:焊接L-8梁用于K1-K2-6梁
1. 编写。
焊工技术工人> 5/7。
该项目的焊丝。
焊接和焊接工艺设备。
根据焊接标准表调整焊接功率
对于这个梁,腹部和翼部厚度为11和18毫米。
2. 实现。
焊料层1采用半自动焊接机。
焊接精加工2级和3级自动焊接机。
将细节传递到端口焊接机的模具。
对齐位置,电流,速度......
在抗变形焊接方案下进行结构焊接。
.png)
平行焊接参数表
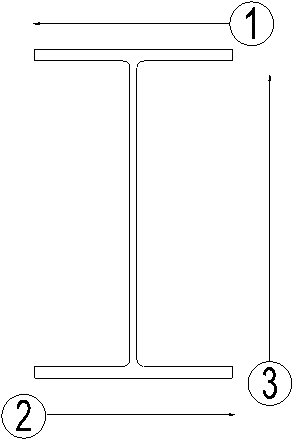
图16:焊缝顺序
(注意:焊接过程翻转梁以确保焊接线始终焊接在焊接位置)
1. 要求。
焊缝不通风,膨胀。
焊缝没有缺陷。
焊缝必须既美观又美观。
正确的焊接高度。
超声时的保证要求。
步骤5:详细梁M1-K2-6的集群。
2. 编写。
汇编程序的机械级别> 4/7。
平地板,装配设备。
已经从步骤1到步骤4准备了装配细节。
3. 实现。
标记钻孔的位置,将中间板和梁的细节连接到梁M1-K2-6的L-8梁的焊接位置。
梁图M1-K2-6的图纸和详细摘要
孔中心坐标和相关位置的图纸
孔中心坐标和相关位置的图纸
- 根据孔规格连接螺栓的钻孔。
- 将垫板插入装配位置
- 用L-8梁缓冲板焊接牢固,
- 在床垫上获得H-42,H-43和H-44的详细标记。
- 在垫子和焊接上安装细节(必须确保焊接移动,旋转梁)。
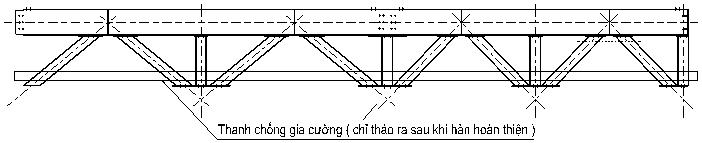
- 与图纸相比,可以使用额外的防侧倾措施来确保安装和焊接过程没有变形。
- 要求
- 安装偏差按装配标准的技术要求。
- 非垂直细节的程度彼此<1.5mm。
- 使用手持式磨床清洁焊缝。
- 在更改焊接步骤之前,QC会根据图纸的要求检查规格和规格。
步骤6:采用半自动焊接方法焊接成品零件。
- 编写。
焊工是技术工人> 5/7,并且经过培训,可以使用和操作端口焊接机。
焊接用焊丝按技术要求。 - 实现。
焊接中间码板,带L-8主梁体
焊接支柱与中间代码表
对齐位置,电流,速度......
在抗变形焊接方案下进行结构焊接。 - 要求。
焊缝不通风,膨胀。
焊缝根据每个位置的焊接部分达到Δ。
焊接后必须清洁焊缝。
完整的焊接过程和检查没有破坏Bước 1: Thực hiện
- 使用的焊接方法有:手工焊接,半自动焊接,自动焊接。
- 由具有熟练证书的焊工进行的焊接工作。
- 所有焊缝都将在外部进行100%测试。
- 焊缝将根据需要进行检查而不会破坏。
- 无损检测方法是MT,UT
- 焊接完成后进行尺寸测试,
- 产品尺寸必须确保制造图纸中所需的尺寸和允许的公差。
- 验收记录根据项目要求确定
第2步:结合桁架测试。
对于制造后的设备和产品,机械加工需要在车间进行组合,以便在移交给施工现场之前充分检查尺寸,例如图纸要求和允许的误差。 测试组合的主要项目包括:主梁框架。
验收记录根据项目要求确定。
第3步:关闭包装
包装产品是确保货物在框架内安全,帮助起重机移动,将货物装载到安全运输工具上的一个步骤。
包装的方法是使用盒形,盒形包等。
测试集合的过程
- 根据图纸检查所有细节和细节组件的规格和数量。
- 检查零件的厚度,长度和宽度。
- 根据图纸检查尺寸形状和不同的孔位置。
- 检查材料表面和焊接过程中材料表面的变形。
- 检查焊接位置是否因故障而修复,同时检查加工后材料的凹凸变形。
- 检查联合位置。
- 检查规格,焊接尺寸按标准,适用于焊缝的每个位置。
- 检查焊缝和焊缝的缺陷。
- 检查所有焊接线脚部位置的缺陷。
- 检查炉渣,在孔周围钻孔并检查孔的间隙。
- 检查细节表面是否有缺陷。
- 在将组件连接在一起的位置检查由于焊接引起的材料变形的位置。
- 检查细节的高度,细节组件,详细的形状。
- 根据图纸的详细尺寸,根据标准允许的公差(除非投资者另有规定)。
- 测试所有尺寸上的允许误差为+ 2mm。
- 主梁变形曲线的细节不应大于L / 1000。
- 其余的翘曲部分不得大于L / 500。
- 允许误差长度+ 1mm。
清洁过程
在工厂清洁组件
- 经过测试和处理后的组件将被收集起来,以便通过点火球进行清洁。所有组件都根据图纸名称进行编号以进行区分,并列出1次清洁清单。
- 使用起重机,叉车和齿轮将组件转移到清洁,清洁车间。确保不影响结构规格的大小。
根据结构标准清洁整个表面的部件。
在完全清洁组件后进行验收工作。
质量管理人员(QC),对所实施的所有组件进行目视检查。列出组件列表以及与主管核对的邀请。
将令人满意的组分转移到制备区域进行底漆工作。
清洁施工现场的表面
适用于彩绘结构。由于组装运输计划过程中的客观原因,这些部件在施工现场进行喷漆。
用适当的中性工业洗涤剂或其他合适的方法彻底清除表面上的油脂。如果表面因客观因素而变脏,则必须用高压淡水清洗。涂漆前必须除去污垢等其他杂质。
对于油漆剥落的位置,应采用人工方法处理。表面粗糙度需要涂漆,清洁和适当涂漆。执行多层涂料,检查以确保所需的涂料足够厚度。
涂料的应用是通过喷涂机完成的,只有涂料刷/刷子适用于有角度的修补工作,涂料喷涂机或维修工作不能进入涂料位置。
保存油漆
涂料必须始终存放在通风良好的地方,不得存放在阳光直射或其他电源中。只能在涂漆前立即打开油漆罐。涂料必须按照制造商规定的比例混合。应避免在小部件中混合涂料。
油漆过程
令人满意的清洁组件被转移到油漆或户外油漆场(天气条件良好)。
检查员将列出要绘制的组件。控制组件和绘制组件的颜色格式。
相同的涂料组分将布置在一个区域中。
该组件放置在比地面高0.5米至1.2米的架子上,确保在涂漆过程中表面没有灰尘或杂质。结构支撑,必须确保安全耐用。暴露的表面必须很小。确保整个表面直接涂漆而不移动组件。
在涂漆之前,用压缩空气重新清洁部件。
涂料的类型和厚度按照施工要求的说明。
- 必须使用高压喷涂机进行涂装工作,只需刷涂/刷涂进行边缘修补工作,但不能通过喷涂机进行。
Tin nổi bật
-

-
"Ngày hội tuyển dụng Tam Long 2025 - Kết nối cơ hội,...
Ngày 08/08/2025
-
-
CÔNG TY CỔ PHẦN XÂY DỰNG TAM LONG MỪNG SINH NHẬT...
Ngày 08/12/2024
-

-
Công ty cổ phần xây dựng và thương mại Tam Long...
Ngày 31/08/2024

